

以下是:广州市荔湾区有现货的无缝钢管供货商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 有的无缝钢管供货商供应范围覆盖广东省、广州市、荔湾区、越秀区、海珠区、天河区、白云区、黄埔区、番禹区、花都区、南沙区、萝岗区、增城区、从化区等区域。 【星腾伟业】业务覆盖多领域场景,主营从化无缝钢管保质保量、越秀无缝钢管快速物流发货、黄埔无缝钢管实拍品质保障、番禹无缝钢管工厂批发、萝岗无缝钢管供应商、花都无缝钢管厂家等产品服务。在广州市荔湾区采买有现货的无缝钢管供货商到星腾伟业金属材料(广州市荔湾区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【18865278086】。 广东省,广州市,荔湾区 荔湾区,隶属于广东省广州市,是广州市老城区之一,是中心城市的中心城区。位于广州市西部、北回归线南侧。东北部与越秀区相连,东南部与海珠区、番禺区隔江相望,北部、西北部与白云区相邻,西部、南部与佛山市南海区接壤。总面积59.1平方千米。截至2022年12月,常住人口112.37万人,户籍人口79.58万人。截至2021年10月,荔湾区下辖22个街道,区人民政府驻石围塘街芳村大道西2号。
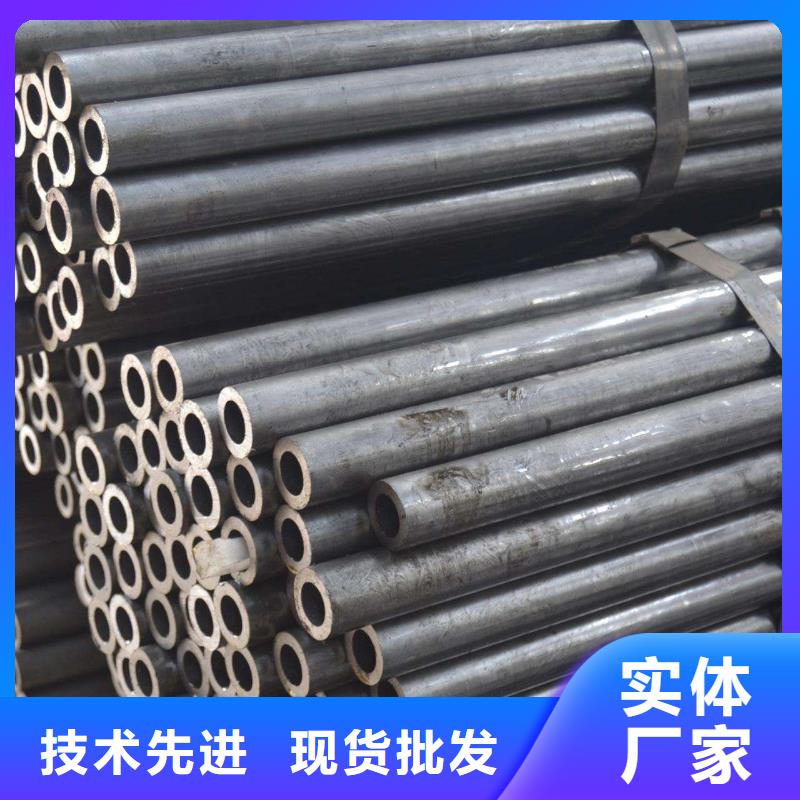
无需繁琐的文字描述,观看我们的视频,让有现货的无缝钢管供货商产品一览无余!以下是:广州荔湾有现货的无缝钢管供货商的图文介绍
珩磨是在低的切削速度下,对工件表面进行光整加工的方法,是磨削的一种特殊形式,也是一种较率的机械加工工艺。它能够进步工件尺寸和几何外形精度及降低工件表面粗糙度,而广泛于内孔的光整加工。
1、精密钢管珩磨管珩磨加工的工作原理,是在一定机械作用下,珩磨条(轮)和工件的相对运动条件下,对工件表面进行低速磨削。
2、精密钢管珩磨管珩磨加工的特点:加工精度高,珩磨后圆度可达0.0005~0.005mm,尺寸精度可达0.005~0.025mm,表面粗糙度可达Ra0.4~0.05μm,而且无烧伤、嵌砂和裂纹;珩磨主要用于加工孔,适用于加工长径比大于10的深孔,还可以适用于其它成形加工(球面、平面、外圆等)。珩磨孔的直径为Φ1~Φ1200mm,长度可达12000mm。几乎所有的材料均可以进行珩磨;珩磨后的表面纹理,有利于油膜的形成,而使工件使用寿命增长;珩磨对机床的精度要求低,工人劳动强度低,可适用普通机床(车、铣、镗、钻床)加工高精度的孔。
3、精密钢管珩磨管珩磨油石(轮)的选择:珩磨油石(或轮)的选择,是根据工件材料和工件的表面质量要要求,来选择它们的特性(磨料、粒度、硬度和结合剂)的。
1)、磨料:珩磨碳钢、合金钢时,选用白刚玉(WA);珩磨不锈钢、轴承钢、高速钢时,选用单晶刚玉(SA)或铬刚玉(PA);珩磨不锈钢、高强度钢、高温合金、耐热钢时,选用立方氮化硼(CBN):珩磨硬脆材料时,选用碳化物磨料(GC、C、BC、D)。
2)、粒度:磨料的粒度是根据工件表面粗糙度的要求来选择。
Ra0.8μm为120#~150#;Ra0.4μm为150#~240#;Ra0.2μm为240#~W40;Ra0.1μm为W40~W20;Ra<0.05μm为<W20。
3)、结合剂:条式和大直径孔珩磨时,一般选用陶瓷结合剂(V)和树脂结合剂(B)外,还采用青铜结合剂(QT),小孔径珩磨条也多采用B和QT结合剂。珩磨轮一般采用树脂结合剂。
4)、硬度:在相同条件下,珩磨油石的硬度应比砂轮的硬度低一些,以保证油石在珩磨过程中自锐性好。普通油石的硬度在J~P(软3~中硬1)选用,金刚石和立方氮化硼油石的硬度在M~S(中~硬1)选用。总之,珩磨油石(轮)的硬度与工件材料的硬度有关。也即是工件材料的硬度高,油石的硬度应低。
5)、浓度:只有金刚石和立方氮化硼为磨料的磨具才规定浓度。它是指1cm3体积中含有金刚石或立方氮化硼磨料的重量(克拉)。常用油石的浓度为150%(6.6克拉/cm3)、100%(4.4克拉/cm3)、75%(3.3克拉/cm3)、和50%(2.2克拉/cm3)四种。它也和工件材料的硬度和磨料粒度有关,硬度高的工件材料和磨料粒度粗,也就选高浓度;反之,就选低浓度。
6)、油石长度和珩磨轮直径:珩磨油石长度一般为1.5倍孔径;珩磨轮直径一般为Φ50~Φ120mm。山东无缝钢管
4、精密钢管珩磨管的珩磨头:深孔珩磨头有以下几种,如图20~21。珩磨头的结构形式,根据不同的需要有很多种,如有珩磨小孔、大孔、锥孔、盲孔和台阶孔。从扩张力分有定压的、手动扩张的。
一、变形的原因
钢的变形主要原因是钢中存在内应力或者外部施加的应力。内应力是因温度分布不均匀或者相变所致,残余应力也是原因之一。外应力引起的变形主要是由于工件自重而造成的“塌陷”,在特殊情况下也应考虑碰撞被加热的工件,或者夹持工具夹持所引起的凹陷等。变形包括弹性变形和塑性变形两种。尺寸变化主要是基于组织转变,故表现出同样的膨胀和收缩,但当工件上有孔穴或者复杂形状工件,则将导致附加的变形。如果淬火形成大量马氏体则发生膨胀,如果产生大量残余奥氏体则相应的要收缩。此外,回火时一般发生收缩,而出现二次硬化现象的合金钢则发生膨胀,如果进行深冷处理,则由于残余奥氏体的马氏体化而进一步膨胀,这些组织的比容都随着含碳量的增加而增大,故含碳量增加也使尺寸变化量增大。
二、淬火变形的主要发生时段
1.加热过程:工件在加热过程中,由于内应力逐渐释放而产生变形。
2.保温过程:以自重塌陷变形为主,即塌陷弯曲。
3.冷却过程:由于不均匀冷却和组织转变而至变形。
三、加热与变形
当加热大型工件时,存在残余应力或者加热不均匀,均可产生变形。残余应力主要来源于加工过程。当存在这些应力时,由于随着温度的升高,钢的屈服强度逐渐下降,即使加热很均匀,很轻微的应力也会导致变形。
一般,工件的外缘部位残余应力较高,当温度的上升从外部开始进行时,外缘部位变形较大,残余应力引起的变形包括弹性变形和塑性变形两种。
加热时产生的热应力和想变应力都是导致变形的原因。加热速度越快、工件尺寸越大、截面变化越大,则加热变形越大。热应力取决于温度的不均匀分布程度和温度梯度,它们都是导致热膨胀发生差异的原因。如果热应力高于材料的高温屈服点,则引起塑性变形,这种塑性变形就表现为“变形”。
相变应力主要源于相变的不等时性,即材料一部分发生相变,而其它部分还未发生相变时产生的。加热时材料的组织转变成奥氏体发生体积收缩时可出现塑性变形。如果材料的各部分同时发生相同的组织转变,则不产生应力。为此,缓慢加热可以适当降低加热变形, 采用预热。
此外,由于加热中因自重而出现“塌陷”变形的情况非常多,加热温度越高,加热时间越长,“塌陷”现象越严重。
为保证客户提货方便及时,常年备有 无缝钢管现货。在广大客户和同仁的大力支持下,我公司业务辐射到全国各行业。广州荔湾星腾伟业金属材料有限公司的经营理念是:诚信为立业之本 公司的服务宗旨:为客户创造价值!热忱欢迎广大新老客户联洽合作事宜,共同谋求发展!
一、酸洗定义及分类
1、酸洗定义:酸类按照一定的浓度、温度、速度,用化学的方法去除氧化铁皮,称为酸洗。
2、酸洗分类:
按酸的种类分:硫酸酸洗、盐酸酸洗、硝酸酸洗、 酸洗。酸洗必须根据钢材的材质选用不同的介质,例如用硫酸和盐酸酸洗碳素钢,硝酸加 的混合酸酸洗不锈钢等。
按钢材的形状分:线材酸洗、锻件酸洗、钢板酸洗、带钢酸洗等。
按酸洗设备类型分:槽式酸洗、半连续酸洗、全连续酸洗、塔式酸洗
二、氧化铁皮的去除方法
氧化铁皮的去除方法:机械法、化学法和电化学法三大类
机械法:抛光法、滚磨法、高压水冲洗法、刷光法、喷(抛)丸法、喷砂法、破鳞法等。
化学法:即采用酸、碱等化学物质与钢材表面的氧化铁皮发生化学反应而去除氧化铁皮。
电化学法:酸洗时将浸入酸溶液中的钢材的两边通过电极通上直流电以加速氧化铁皮的去除。
三、酸洗的主要形式
目前,世界上采用的钢材钢酸洗方法主要有三种:即单件钢材酸洗法(钢板酸洗法、单卷酸洗法、单捆线材酸洗法)、连续酸洗法和半连续酸洗法。
单件酸洗法是一种原始、简单的酸洗方法,其特点是不需开卷,将整卷线材或松卷后的带钢钢卷进行酸洗,然后再吊放到水池中冲洗。由于酸洗质量差,生产效率低,尤其对环境的污染很大,目前被大力淘汰。
连续式酸洗是一种高产优质,发展较快的酸洗方法,它是通过在机组上设置焊机和活套装置,使工艺段在换卷时不停机,保证机组连续运行,但机组长,设备复杂,投资较高。连续式酸洗线主要有两种形式,分别是连续卧式酸洗机组和连续塔式酸洗机组。
半连续式酸洗是相对于单件式和连续式而言的,由于它不需设置焊机(或设置简易焊机如缝合机等)和大容量活套,因此,在换卷时要停机,这种方法适合于产量在20~90万t/a的生产。
今年在广州市荔湾区购买有现货的无缝钢管供货商有了新选择,星腾伟业金属材料(广州市荔湾区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的有现货的无缝钢管供货商产品。如需购买或咨询,请随时联系我们,联系人:任威-【18865278086】,地址:开发区汇通物流园B115。











